
欢迎来到 济南中创工业测试系统有限公司
更新时间:2021-10-14 浏览次数:390
范围
本标准规定了具有环形横截面的热塑性塑料管材环刚度的测定方法。
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有
的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究
是否可使用这些文件的比较新版本。凡是不注日期的引用文件,其比较新版本适用于本标准。
GB/T 2918-1998塑料试样状态调节和试验的标准环境(idt ISO 291;1997)
原理:
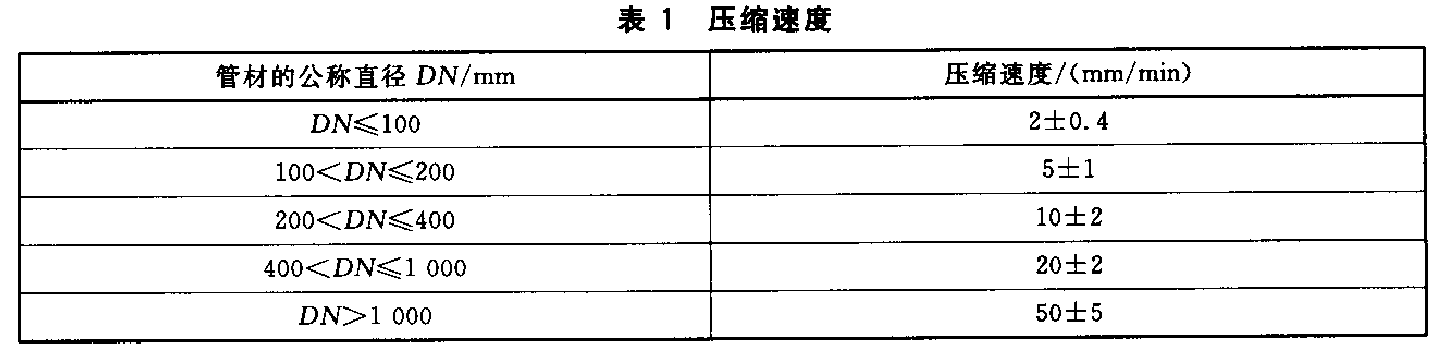
用管材在恒速变形时所测得的力值和变形值确定环刚度。将管材试样水平放置,按管材的直径确
定平板的压缩速度,用两个互相平行的平板垂直方向对试样施加压力。在变形时产生反作用力,用管试
样截面直径方向变形量为0.03d时的力值计算环刚度。
常用符合:
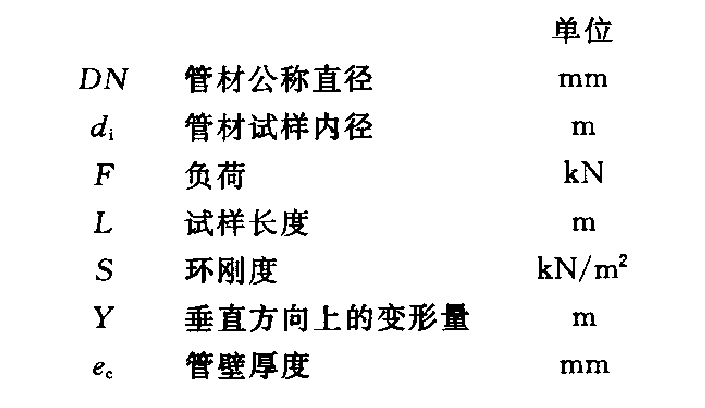
热塑性塑料管材环刚度试验机选择方法:
热塑性管材压缩试验机应能施加规定的压缩速率。仪器能够通过两个相互平行的压板对试样施加足够的力和产生规定的变形。热塑性管材压缩试验机的测量系统能够测量试样在直径方向上产生1%-4%变形时所需要的力,精确到力值的2%以内。
压板:
两块平整、光滑、洁净的钢板,在试验中不应产生影响试验结果的变形。
每块压板的长度至少应等于试样的长度。在承受负荷时,压板的宽度应至少比所接触试样比较大表面宽25 mm
量具
能够测量:
—试样的长度(精确到1 mm)
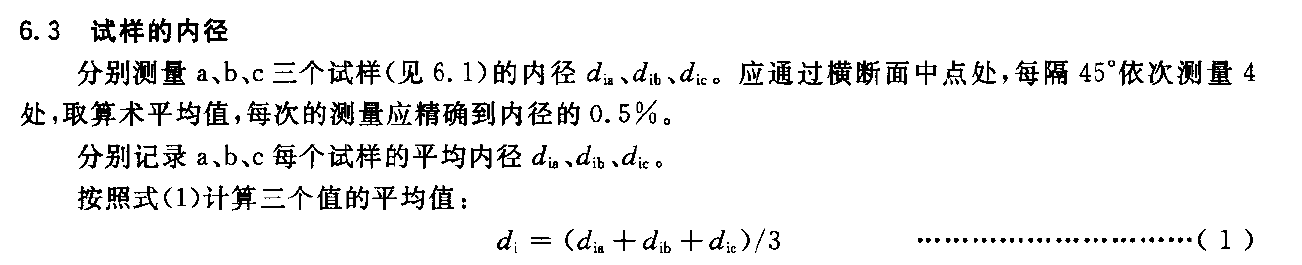
—试样的内径(精确到内径的0.5%;
—在负载方向上试样的内径变化,精度为0.1 mm,或变形的1%,取较大值;
制样方法
标记和样品的数量
切取足够长的管材,在管材的外表面,以任一点为基准,每隔i2o0沿管材长度方向划线并分别做好标记。将管材按规定长度切割为a,b,c三个试样,试样截面垂直于管材的轴线。
注:如果管材存在比较小壁厚线,则以此为基准线
试样的长度
试样的平均长度应满足以下要求:
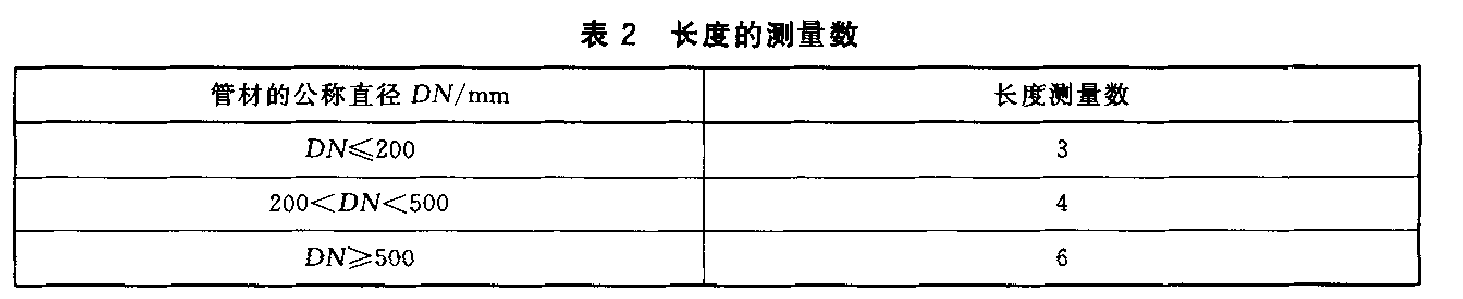
1、每个试样按表2的规定沿圆周方向等分测量3^}6个长度值,计算其算术平均值为试样长度,精确到1 mm。
对于每个试样,在所有的测量值中,比较小值不应小于比较大值的0.9倍。
2、公称直径小于或等于1 500 mm的管材,每个试样的平均长度应在300 mm土10 mm
3、公称直径大于1 500 mm的管材,每个试样的平均长度不小于0. 2 DN(单位为mm)
4、有垂直肋、波纹或其他规则结构的结构壁管,切割试样时,在满足a,b或c的长度要求的同时,应使其所含的肋、波纹或其他结构比较少。
切割点应在肋与肋,波纹与波纹或其他结构的中点。
5、对于螺旋管材,切割试样,应在满足a.6或c的长度要求的同时,使其所含螺旋数比较少。
带有加强肋的螺旋管和波纹管,每个试样的长度,在满足a,6或c的要求下,应包含所有数量的加
强肋,肋数不少于3个。
 取样:
取样:
试验应在产品生产出至少24 h后才可以进行取样。
对于型式检验或在有争议的情况下,试验应在生产出21天士2天进行。
试验规程:
1、除非在其他标准中有特殊规定,测试应在23℃士2℃条件下进行;
注1:试验温度有可能对环刚度有一定的影响。
2、如果能确定试样在某位置的环刚度比较小,把试样a的该位置和压力机上板相接触,或把第一个试样放置时,把另两个试样6,c的放置位置依次相对于第一个试样转1200和2400放置。
3、对于每一个试样,放置好变形测量仪并检查试样的角度位置。
放置试样时,使其长轴平行于压板,然后放置于试验机的中央位置。
使上压板和试样恰好接触且能夹持住试样,根据规定以恒定的速度压缩试样直到至少达到0. 03 d;的变形,按照4规定正确记录力值和变形量。
注2:当需要确定环柔度时,继续压缩直至达到环柔度所需的变形
4、通常,变形量是通过测量一个压板的位置得到,但如果在试验的过程中,管壁厚度e的变化超过10%,则应通过直接测量试样内径的变化来得到。

销售总机:0531-85990007 传真:+86-531-85997770
邮箱:jnzcgy@163.com Skype:jnzcgy_zjc@hotmail.com
售后电话:0531-62302272 售后:jnzcgy_service@163.com
地址:山东省济南市槐荫经济开发区西沙路690号
版权所有:济南中创工业测试系统有限公司 | 鲁ICP备10018659-1号
